






一、概述
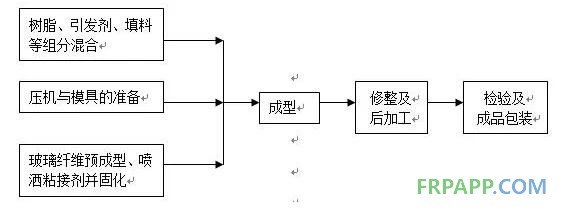
吸附預(yù)成型坯模壓工藝是指在成型模壓制品之前預(yù)先將纖維仿制成與模壓制品的結(jié)構(gòu)、形狀、尺寸相一致的坯料,然后將其放入金屬對(duì)模中與液體樹(shù)脂混合,加溫、加壓成型玻璃鋼的一種工藝方法。與一般模壓工藝相比,吸附預(yù)成型坯模壓工藝可以采用較長(zhǎng)的短切纖維,且可實(shí)現(xiàn)較高玻璃纖維含量,因而制品具備優(yōu)良的物理機(jī)械性能。但是由于在預(yù)成型坯的模壓過(guò)程中,纖維基本上不發(fā)生流動(dòng),因而該工藝不適合制造結(jié)構(gòu)復(fù)雜的制品,查看更多技術(shù)資訊登錄復(fù)材應(yīng)用技術(shù)網(wǎng),只適于生產(chǎn)深度及外形尺寸較大的大型玻璃鋼制品或者大量生產(chǎn)的形狀不復(fù)雜而要求強(qiáng)度較高的短切纖維模壓制品。吸附預(yù)成型坯模壓工藝的基本工藝流程如圖所示:
二、主要原材料
1.樹(shù)脂
吸附預(yù)成型坯模壓工藝的樹(shù)脂選擇依據(jù)產(chǎn)品特性不同選擇范圍較寬。主要使用3種類型的不飽和聚酯樹(shù)脂:鄰苯型樹(shù)脂、間苯型樹(shù)脂、丙烯酸樹(shù)脂,以及一些熱塑性樹(shù)脂改性的低收縮型樹(shù)脂。
2.增強(qiáng)材料
吸附預(yù)成型坯模壓工藝中所采用的增強(qiáng)材料有兩種類型:無(wú)捻玻璃纖維粗紗和玻璃纖維原絲氈,其類型與性能見(jiàn)表:

表:預(yù)成型模壓法用增強(qiáng)材料的類型和性能要求

表:預(yù)成型模壓法用增強(qiáng)材料的類型和性能要求
3.預(yù)成型用粘結(jié)劑
粘接劑的作用是粘接短切纖維,使其保持預(yù)成型坯的形狀,查看更多技術(shù)資訊登錄復(fù)材應(yīng)用技術(shù)網(wǎng),以便從篩模上取下后,完整無(wú)損的進(jìn)入下一道模壓成型工序。在預(yù)成型坯料中,根據(jù)要求的不同,樹(shù)脂粘接劑的含量在5%-10%范圍內(nèi)。表列出了預(yù)成型與粘接劑的類型和性質(zhì)。

三、吸附預(yù)成型工藝及設(shè)備
預(yù)成型設(shè)備類型有很多,依據(jù)玻璃纖維的運(yùn)載載體不同可以分為空氣式和濕漿式兩種??諝馐筋A(yù)成型機(jī)可以分為閉式和開(kāi)式兩種。
(1)閉式預(yù)成型機(jī)
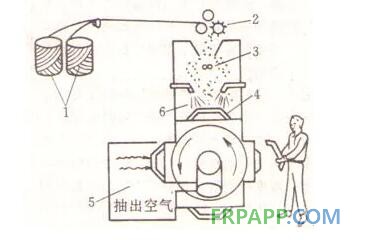
閉式預(yù)成型機(jī)又稱為壓力通風(fēng)型預(yù)成型機(jī)。在該成型工藝中,篩模安裝在壓力通風(fēng)室底部轉(zhuǎn)盤(pán)上,用風(fēng)機(jī)通過(guò)篩模吸出空氣。玻璃纖維粗紗經(jīng)過(guò)切割喂入室的頂部,這些短切纖維通過(guò)分散器時(shí)由于氣流的作用沉積在篩模上,纖維分布的均勻性通過(guò)壓力通風(fēng)室側(cè)壁氣孔、傾斜轉(zhuǎn)盤(pán)和在篩模上安裝抑流板實(shí)現(xiàn)。粉狀粘接劑用振動(dòng)法與玻璃纖維一同引入通風(fēng)室,乳液狀粘接劑則是通過(guò)通風(fēng)室上的噴槍自動(dòng)噴灑,可在纖維沉降于篩模的過(guò)程中或沉降結(jié)束后噴灑在預(yù)成型坯上。查看更多技術(shù)資訊登錄復(fù)材應(yīng)用技術(shù)網(wǎng),粗紗喂入量和粘接劑的噴灑量均可自動(dòng)控制,因此,制成的坯料質(zhì)量穩(wěn)定性好。
閉式預(yù)成型機(jī)適用于制造對(duì)稱或者近似對(duì)稱的預(yù)成型坯。好的預(yù)成型機(jī)的纖維沉積量可控制在5%以內(nèi)。但由于轉(zhuǎn)盤(pán)尺寸有一定限制,預(yù)成型坯的尺寸要受到限制。一般來(lái)講,單位閉式預(yù)成型機(jī)每小時(shí)能生產(chǎn)35個(gè)預(yù)成型坯,自動(dòng)旋轉(zhuǎn)式預(yù)成型機(jī)每小時(shí)能生產(chǎn)90-120個(gè)預(yù)成型坯。閉式預(yù)成型機(jī)分為單位壓力通風(fēng)室型預(yù)成型機(jī)、往復(fù)式預(yù)成型機(jī)、自固化式預(yù)成型機(jī)、自固化旋轉(zhuǎn)壓力通風(fēng)室型預(yù)成型機(jī)四種。圖為自固化旋轉(zhuǎn)壓力通風(fēng)型預(yù)成型機(jī)的成型工藝示意圖。
(2)開(kāi)式預(yù)成型機(jī)
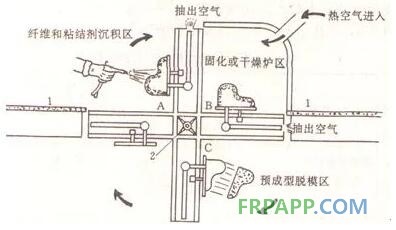
開(kāi)式預(yù)成型機(jī)又稱為開(kāi)式噴射或者纖維直接噴射型預(yù)成型機(jī)。在該預(yù)成型工藝中,短切纖維的噴射和粘接劑的使用是通過(guò)兩根軟管分別由操作者的雙手控制。兩圖分別為纖維直接預(yù)成型機(jī)和開(kāi)式噴射旋轉(zhuǎn)型預(yù)成型機(jī)的成型工藝示意圖。
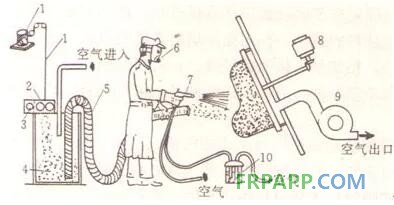
1-無(wú)捻粗紗 2-粗紗切割器 3-計(jì)時(shí)器 4-通風(fēng)室 5-軟皮帶管 6-面罩和過(guò)濾器 7-粘接劑噴槍 8-電動(dòng)機(jī) 9-抽風(fēng)機(jī) 10-粘接劑乳液
1-無(wú)捻粗紗 2-粗紗切割器 3-計(jì)時(shí)器 4-通風(fēng)室 5-軟皮帶管 6-面罩和過(guò)濾器 7-粘接劑噴槍 8-電動(dòng)機(jī) 9-抽風(fēng)機(jī) 10-粘接劑乳液
(3)濕漿預(yù)成型機(jī)
濕漿預(yù)成型機(jī)與上述空氣式預(yù)成型機(jī)的區(qū)別在于以水代替空氣做纖維的運(yùn)載介質(zhì)。水把纖維運(yùn)送到預(yù)成型篩模上,先將短切纖維制成濕漿或者懸浮在含有某種可溶性樹(shù)脂或者纖維素做粘接劑的水中,開(kāi)動(dòng)水泵通過(guò)篩模向外排水,于是纖維沉積在篩模上。經(jīng)過(guò)一定時(shí)間當(dāng)達(dá)到一定的纖維沉積量后,把篩模提升的液面以上,預(yù)成型坯連同篩模一道送入干燥烘房,除去其中的水分。
四、預(yù)成型坯模壓成型工藝簡(jiǎn)述
1、預(yù)成型坯模壓成型工藝簡(jiǎn)述
(1)樹(shù)脂糊混合物的制備
在預(yù)成型坯壓制過(guò)程中所用的樹(shù)脂混合物一般都是混合法制備。其加料順序依次為樹(shù)脂、單體、引發(fā)劑、填料。為使混合時(shí)產(chǎn)生的氣泡在模壓前溢出,混合物使用前靜置1h;為防止樹(shù)脂混合物在容器中凝膠,必須在8h內(nèi)用完混合物。樹(shù)脂糊混合物的粘度一般控制為15-35pa.s。
(2)檢查預(yù)成型坯的質(zhì)量:主要包括預(yù)成型坯的松散性、質(zhì)量均勻性及粘接劑均勻性。
(3)模具的準(zhǔn)備:主要是模具型面與剪切邊部位的清潔。
(4)準(zhǔn)備加料:稱取并調(diào)整預(yù)成型坯的重量,進(jìn)行局部的增強(qiáng)材料的添加。
(5)樹(shù)脂混合物的灌注:按用量稱量樹(shù)脂混合物并按照一定方式灌注到預(yù)成型坯上。查看更多技術(shù)資訊登錄復(fù)材應(yīng)用技術(shù)網(wǎng),樹(shù)脂混合物的灌注可在預(yù)成型坯放入模具之前或者之后進(jìn)行。最基本的灌注方式是“×”型,從一個(gè)拐角灌注到另外一個(gè)拐角。最終的灌注方式要根據(jù)制件的形狀、總的尺寸或者面積及零件曲率的復(fù)雜程度確定。
(6)壓機(jī)的閉合:采用兩速制,快速閉合速度為125mm/s,慢速閉合為1.55mm/s。
(7)成型壓力:一般成型壓力為1.75~2.8MPa。
(8)固化時(shí)間:小零件固化時(shí)間為1.0~3.0min;大零件可以達(dá)到20min。
(9)零件取出:借助壓縮空氣、銅件及真空裝置將制品取出。
(10)冷卻定型:為防止制件翹曲變形,需要脫模后在夾具上進(jìn)行產(chǎn)品的定型。
(11)對(duì)制件進(jìn)行全面檢查和性能試驗(yàn)。
2、預(yù)成型模壓制品常見(jiàn)缺陷及解決辦法
預(yù)成型模壓制品常見(jiàn)缺陷及解決辦法見(jiàn)表
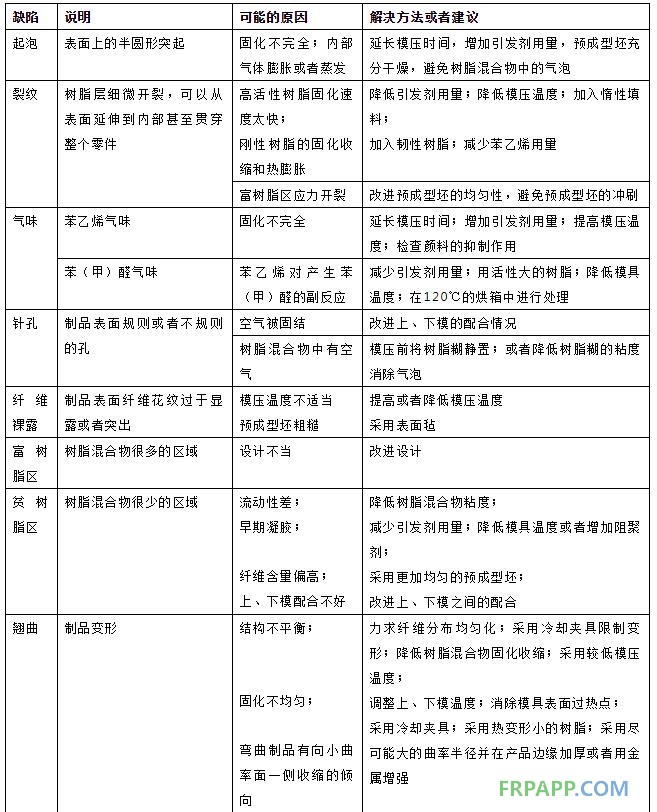
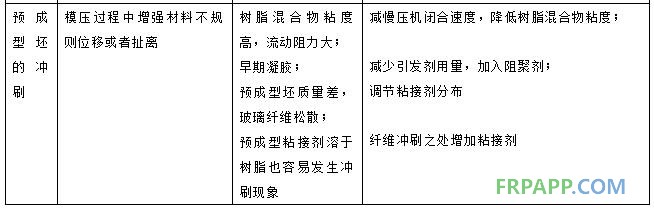
預(yù)成型模壓制品常見(jiàn)缺陷及解決辦法見(jiàn)表










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)