





(1) 改性丙烯酸 - 氟樹脂涂料
配方如下所示
改性丙烯酸 - 氟樹脂涂料配方 原料配比 ( 重量份 )
丙烯酸樹脂 100
氟樹脂 30 ~ 50
改性劑 2
丙烯酸樹脂與氟樹脂混合制成溶液 , 邊攪拌邊加入改性劑 , 攪攔均勻后用混合溶劑調整漆的粘度為涂 — 4 杯 300s 左右 , 過濾后即可使用。
(2) 氟樹脂涂料
配方如表 2 所示。
氟樹脂涂料配方
原料 配比 ( 重量份 )
氟樹脂 100
鈦白粉 (R930) 30 ~ 50
分散劑 (B YK — P104S) 5
消泡劑 (B YK — 141) 3
催化劑 3
甲苯 5
縮二脲 (N75 , 固化劑 ) 8
在氟樹脂中加入分散劑、消泡劑和催化劑 , 低速攪拌均勻 ; 加入鈦白粉 , 高速分散 ( > 1000rpm) , 檢查細度到 30 μ m 以下 ; 加入碳酸鈣 , 高速分散 , 檢查細度到 45 μ m 以下 ; 密封保存。
(3) 無機水性涂料
無機水性涂料是所有涂料中價格較高的 , 一次性投資較大。該產品對玻璃鋼制品表面的保護作用和美化裝飾效果很好 , 適用于各種工藝成型的玻璃鋼制品表面。最大優(yōu)點是由無機材料組成 , 涂裝后的揮發(fā)物為水 , 沒有環(huán)境污染 , 涂層可自潔。
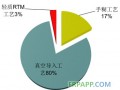
2 . 2 噴塑工藝
(1) 靜電噴塑工藝
靜電噴塑工藝運用高壓電場感應效應 , 使粉末涂料和被涂覆物件分別帶上彼此相反的電荷 , 粉末在電場力的作用下飛向并吸附在制品表面 , 然后加熱使粉末涂料熔融成膜。靜電噴塑具有效率高、涂層均勻、污染少等特點 , 適應于規(guī)?;詣油苛仙a線。隨著各種高性能、中低溫固化的粉末涂料的開發(fā) , 該工藝在玻璃鋼方面的應用前景良好 , 是當前工藝研究的重點之一。此工藝最關鍵的問題是玻璃鋼的導靜電問題。由于玻璃鋼表面導電率低 , 不能良好地靜電吸附涂料粉末。通過技術攻關 , 本文已成功地解決了涂層與玻璃鋼的界面問題 , 實現(xiàn)了高性
能粉末涂料的涂裝。
(2) 熱熔噴塑工藝
綜合塑料粉末涂裝工藝的優(yōu)缺點以及對玻璃鋼制品的性能分析和要求 , 新開發(fā)了熱熔噴塑工藝。它類似于靜電噴塑工藝 , 但此工藝省略了靜電噴塑中對玻璃鋼制品的導靜電要求 , 粉末塑化溫度較低 , 適用于基材厚度較大的玻璃鋼制品。選擇合適分子量階段的聚合物 , 熔融后在制品的表面形成一層塑料薄膜 , 以吸收紫外線、避免機械傷害和利用涂層優(yōu)良的耐老化、耐腐蝕等性能保護制品。該工藝通過加熱玻璃鋼制品 , 粉末在熱空氣壓力下飛向制品并熱熔 , 附著在制品表面后塑化 , 形成保護涂層。涂層厚度由制品的溫度控制 , 涂層與玻璃鋼的界面良好 , 質量控制參數(shù)容易掌握 , 可實現(xiàn)工業(yè)化生產。技術關鍵是玻璃鋼表面的前處理工藝和基體溫度的確定。
(3) 粉末浸塑工藝
粉末涂料在壓縮空氣的作用下懸浮 , 將預熱到高于粉料熔點溫度的玻璃鋼制品浸入容器中 ; 粉料均勻地粘附于制品表面 , 到預定時間取出制品機械振動 , 除掉多余的粉末 ; 最后將制品送入塑化爐流平、塑化 , 冷卻 , 得到均勻的涂層。玻璃鋼制品的粉末浸塑工藝和普通的鋼鐵制品的浸塑不同之處在于玻璃鋼制品不能象鋼鐵制品一樣加高溫后在流化床中涂粉再高溫塑化。因此 , 此工藝主要應用于耐高溫的厚壁玻璃鋼制品 , 如 SMC 、纏繞等玻璃鋼制品的表面防護。由于目前性能較好的粉末涂料的溶點一般較高 , 它主要應用于有特殊功能要求的制品表面涂覆 , 以增加制品的功能。
2 . 3 模內涂層技術
模內涂層技術是當前國際上水平較高的表面涂裝技術 , 主要用于 SMC 模壓制品。它省略了二次底涂工序及所需設備 , 避免了揮發(fā)性溶劑的污染 , 解決了常規(guī)成型制品和二次涂裝制品易出現(xiàn)的針孔、鼓泡等缺陷 , 可實現(xiàn) A 級表面。基本操作步驟是① 將片材加入模具中 , 閉合壓機 , 使制品成型 , 直至獲得最低的初始強度 ; ② 開啟模具約 0. 5mm , 將涂料注入制件表面 ; ③ 閉合壓機 , 其壓力較成型壓力低 , 使涂料固化 ; ④ 開啟壓機 , 取出制件。 IMC 需要計算機控制。在批量大、制件質量要求高的情況下 , IMC 的優(yōu)越性將顯示出來。
在 IMC 的基礎上國外已開發(fā)出多種表面涂裝技術 , 如高壓模內涂層技術 (HPIMC) 、 RIM 模內著 色技術和?;⑸鋰娡考夹g (GIPT) 等。
3 涂裝技術的應用前景
玻璃鋼應用的發(fā)展給表面處理技術提供了廣闊的應用前景。從 80 年代初開始 , 我國的民用玻璃鋼制品的研究開始為人們所重視 , 并且迅速發(fā)展。預計到 2010 年我國的玻璃鋼產量將達到 90 萬 t , 并居世界第二位。
從經濟角度分析 , 玻璃鋼表面涂裝技術具有以下優(yōu)勢 : ① 目前由于技術、工藝等原因 , 玻璃鋼制品的表面不盡如人意。大批成品僅由于表面的缺陷而成為不合格品 , 造成不必要的成本增加。運用玻璃鋼表面涂裝技術 , 可以提高制品的表觀質量 , 從而降低制品的廢品率。② 在某些條件下可用相對價低的中堿纖維、通用樹脂來代替無堿纖維、耐腐蝕樹脂 , 在不影響制品的使用性能的前提下 , 降低原材料的成本。以 SMC 片材為例 , 用中堿纖維代替無堿纖維可節(jié)約成本 7 % 。③ 玻璃鋼表面涂裝技術還可以提高助劑的利用率 , 如紫外線吸收劑、抗氧化劑等。因為這些助劑只需在表面層使用。④ 試驗研究表明 , 玻璃鋼的老化一般都是從表面開始的 , 并且主要在 0. 7mm 范圍內。主要表現(xiàn)在表面起花、纖維外露。表面涂裝技術可以增加玻璃鋼制品的使用壽命 , 節(jié)約維護成本。
玻璃鋼表面涂裝技術是玻璃鋼行業(yè)的一項新興的技術 , 工藝簡單、成本較低、性能可靠。它有很好的發(fā)展前景。
減少涂裝公害、降低涂裝成本、提高涂裝質量一直是涂裝技術發(fā)展的主題。本文分別從涂裝材料、涂裝工藝、涂裝設備、涂裝管理四大方面簡要介紹了國內外汽車涂裝技術的發(fā)展動態(tài)。
涂裝材料、涂裝工藝、涂裝設備、涂裝管理是汽車涂裝的四大要素,相互之間相輔相成,促進了涂裝工藝和技術的進步與發(fā)展。21世紀被稱為面向環(huán)境的新世紀,環(huán)境保護倍受全球關注,并已成為人類最迫切研究的課題。汽車及其零部件的涂裝是汽車制造過程中能耗最高且產生三廢最多的環(huán)節(jié)之一。因此,減少涂裝公害、降低涂裝成本、提高涂裝質量一直是涂裝技術發(fā)展的主題。
新涂裝材料的應用
新涂裝材料的應用是涂裝技術進步的先導,在不斷滿足涂層性能要求的前提下,始終以應用可減少公害、降低涂裝成本的材料為主要發(fā)展目標。
由生物可降解性活性劑配制的脫脂劑、無鎳磷化液、無亞硝酸鹽磷化液、無鉻鈍化劑、低溫脫脂劑(處理溫度43℃)、性能與常規(guī)相同的低溫(35℃)少渣(比常規(guī)低10%~30%)磷化液、無鉛無錫陰極電泳涂料及低溫固化(160℃ 10min)、低加熱減量(4%以下)、低VOC揮發(fā)量(0.4%~0.8%)型陰極電泳涂料在歐美及日本已經推廣應用多年。在北美和歐洲,可替代傳統(tǒng)中涂的二次電泳涂料已經開始應用。
在歐洲,有些汽車公司已經在近幾年新建涂裝線上全部采用水性涂料,VOC排放量已低于法規(guī)要求的35g/m2(德國TA-Luft,1995年)。從20世紀90年代開始,所有新建涂裝線底漆全部采用了電泳底漆或粉末涂料,中涂采用水性涂料或高固體分材料,面漆采用水性底色加高固體分清漆。目前,粉末清漆已經開始應用于轎車的車身涂裝。繼粉末罩光漆工業(yè)化應用后,粉末金屬底色也已經商業(yè)化。在北美,粉末中涂已經工業(yè)化應用多年,同時水性面漆底色近幾年普及得非常快,高固體分中涂和面漆應用也相當普遍。歐美的紫外光(UV)固化涂料在汽車涂裝中的應用技術已經接近成熟。日本也在積極開發(fā)和推廣水性涂料、高固體分及超高固體分罩光漆。
隨著全球環(huán)境的不斷惡化,我們必須大幅度提高汽車涂層的耐酸雨性能和抗擦傷性能。近幾年來,減小車身內外表面電泳底漆膜厚差的高泳透力、低顏料分的電泳涂料、耐酸雨和抗擦傷面漆、多色中涂和采用粘度控制技術涂料等得到普遍應用。我國幾大汽車公司在漆前處理材料和電泳漆的應用方面與國際水平相差不大,但由于應用水性中涂和水性面漆必須使用專用設備,因此提高了涂裝成本。盡管國外獨資及合資企業(yè)具備在國內生產水性中涂和水性面漆的能力,但汽車涂裝中涂和面漆仍采用傳統(tǒng)的中低固體分溶劑型涂料,涂裝VOC排放遠落后于歐洲。
涂裝工藝及設備
近十多年來,涂裝工藝及設備的進步主要體現(xiàn)在環(huán)保型涂裝材料的應用,減少廢水、廢渣的排放,降低成本,優(yōu)化汽車生產過程等幾個方面。由于涂裝材料的進步,車身涂層體系的設計也有了革命性的進展,幾種典型的新涂裝體系及新技術已經或即將用于工業(yè)生產。我國目前的涂裝工藝及設備總體相當于歐美10年前的水平,有些企業(yè)在新涂裝線上采用了一些當今國際先進水平的新設備。
1.節(jié)水及廢料回收技術
前處理和電泳是汽車涂裝耗水量和廢水排放量最大的環(huán)節(jié)。隨著膜技術的不斷成熟,采用膜分離技術(UF和RO)回收脫脂液,再生清洗水和前處理廢水,使得實現(xiàn)真正意義的電泳閉路清洗成為可能。目前,膜分離技術已經開始應用。
近幾年來,隨著發(fā)達國家環(huán)保涂料的工業(yè)化應用,一些涂料的循環(huán)利用技術(如粉末漿再循環(huán)利用技術,粉末底色及清漆回收技術,廢漆絮凝干燥器技術,超濾法、冷卻法和靜電吸附法回收水性漆技術,過噴漆霧的水性漆回收技術等)也得以應用,從而使涂裝線的涂料利用率進一步提高,最大限度地減少廢漆渣的排放。
目前,我國在涂裝節(jié)水及三廢綜合利用方面重視程度不夠,在新技術應用方面相對落后。
2.幾種新的車身涂裝工藝
逆過程工藝:在車身外表面先噴涂粉末涂料,待熱熔融后再進行電泳涂裝,隨后粉末/電泳涂膜一起烘干。使用這種工藝約可減少60%的電泳涂料用量,用厚度為70μm的粉末涂層替代車身外表面的電泳底漆和中涂層,取消中涂及烘干工序,從而節(jié)省材料和能源費用,降低VOC排放量。
二次電泳工藝:采用兩涂層電泳材料,用第二層電泳(35~40μm)替代中涂。電泳工藝自動化施工穩(wěn)定可靠性高,一次合格率高,材料利用率高,設備投資少(不需空調系統(tǒng)),因此可節(jié)省費用的48%,減少了維修頻次及傳統(tǒng)中涂的漆渣和VOC排放。
一體化涂裝工藝(三涂層概念):采用與面漆同色的功能層(15μm)替代中涂,功能層與面漆底色間不需烘干,取消中涂線,在提高生產效率的同時,大幅降低了VOC排放量。
3.敷膜技術替代塑料覆蓋件涂裝
敷膜技術是預制一種適應于熱成形的面漆涂膜,其經熱成形后的產品的面漆性能和外觀與傳統(tǒng)的烘烤噴涂涂膜非常相近。該技術主要應用于塑料件生產,采用“夾物模壓”或“內模”工藝將預制好的復合涂膜在塑料件澆注成形的同時完成成形并與塑料件熔為一體,得到無缺陷的涂裝覆蓋件。車身骨架采用傳統(tǒng)沖壓焊裝工藝制造,涂裝車間只對車身骨架進行涂裝,面漆采用粉末噴涂技術。由于車身骨架外露面積較小,所以面漆顏色不必與覆蓋件相同,深淺各1種即可。大面積的覆蓋件都是采用敷膜技術制造的塑料件,顏色有上千種。這樣大大簡化了車身涂裝工藝,在降低涂裝成本的同時,使涂裝的VOC排放達到7g/m2左右,遠低于歐洲排放法規(guī)的要求。
4 .車身涂裝P2 ZERO概念
所謂P2 Zero概念就是零排放油漆車間。在滿足苛刻的環(huán)保要求和用戶質量要求的前提下,減少三廢處理的成本,減少油漆車間操作成本和簡化油漆工藝。車身鋼板的防腐底漆在制成零件前進行涂覆,進入油漆車間的車身不需再涂底漆,只噴涂一道粉末底色和一道粉末罩光,因此,可最大限度地減少工藝等待時間、取消傳統(tǒng)的調漆間、工藝調整更加靈活、從鋼板到涂漆前車身的生產過程取消防銹工藝、徹底消除傳統(tǒng)涂裝焊縫及空腔結構防腐差的問題、節(jié)省涂裝車間面積、降低三廢處理費用、無需漆渣系統(tǒng)及廢漆處理系統(tǒng)、無噴漆室排氣、空氣污染和固體廢料趨于零、無液體排放、涂料制造及使用效率大于95%、無氣味無危險。
5.底盤類零件的涂裝
在發(fā)達國家,底盤類零件涂裝普遍采用磷化、陰極電泳或粉末噴涂工藝,大總成一般是零件先進行電泳或粉末噴涂,然后裝配,根據(jù)需要再對總成噴涂低溫或室溫固化面漆。由于陰極電泳和粉末涂層具有良好的機械性能,有些零件的機械加工可以在涂裝后進行,這樣可以避免零件在涂裝前因加工時間長而銹蝕。車架、底盤類零件毛胚多是熱軋板和鑄件,成形前或涂裝前多采用噴丸或噴砂處理,酸洗處理已經逐漸被淘汰。目前,我國的零部件涂裝生產規(guī)模普遍較小,總體上相對落后。轎車及其他小型乘用車相對較好,載貨車、客車、農用運輸車的涂裝工藝和使用的涂料水平都不高。
6.新型涂裝運輸機
國內目前車身涂裝線前處理和電泳采用的典型運輸機有推桿懸鏈、擺桿鏈和程控葫蘆。它們各有優(yōu)缺點,共同的缺點是都不能解決車身內部諸多空腔結構體內的有效排氣問題,尤其是車頂蓋內的氣袋問題。這些部位不能得到磷化和電泳處理。新型的多功能穿梭機(Vario-Shuttle)和滾浸運輸機(RoDip)誕生后,不僅解決了這些問題,而且繼承了前述的運輸機的所有優(yōu)點。
多功能穿梭機還具備在一條生產線上實現(xiàn)多品種不同工藝的功能,完全符合自動化柔性涂裝生產的要求。這兩種運輸機在國內新建車身涂裝線上已經開始應用。
7.其他涂裝設備結構和功能的改進
在歐洲,涂裝設備的結構材料以不銹鋼為主,設備的電氣線路均設計在設備結構中,取消了電氣管路,設備的模塊化設計和車間的立體分區(qū)布置,最大限度地保證涂裝的高清潔度要求和安全防火要求。無外部風管及內部輻射強化對流的新一代烘干室,大幅度提高了熱效率和烘干溫度的均勻性。隨著機器人技術的進步,車身自動涂裝機逐漸被多自由度的噴涂機器人取代,噴涂和密封大量采用機器人自動操作,比涂裝機更適應柔性化生產。機械化傳動鏈條普遍采用非金屬材料,大幅度降低傳動噪音。
涂裝管理
涂裝管理包括涂裝材料的訂貨、材料質量控制和施工過程的控制等方面。由于汽車涂裝使用的材料品種繁多、在儲運過程中易變質、工藝流程長、需要控制的參數(shù)多等原因,在汽車生產管理中其復雜程度最高。在汽車工業(yè)發(fā)達國家,汽車涂裝材料的發(fā)展促進了汽車涂裝技術的進步,為了降低涂裝成本,供貨方式也從單一的材料供貨過渡為系統(tǒng)供貨。系統(tǒng)供貨方式始于20世紀90年代初,目前在歐美已經基本普及。世界各大汽車制造企業(yè)歷來對涂裝管理極為重視,由涂料廠商直接負責涂裝生產的技術管理,使汽車生產廠的涂裝管理大大簡化,涂裝一次合格率提高,生產成本降低。目前,這種管理方式在國內各汽車公司仍處于嘗試階段。
近幾年,部分有實力的涂裝材料公司和涂裝設備公司又推出了BOT服務模式,即汽車公司的涂裝車間由涂裝材料公司或涂裝設備公司投資建設,并負責生產管理,根據(jù)汽車公司的整車生產計劃進行涂裝生產,供給汽車公司的是合格的涂膜。汽車公司只需制定技術標準的和驗收監(jiān)督涂裝產品質量。這將成為涂裝管理的一大發(fā)展趨勢。
結束語
我國汽車涂裝技術與國際水平的差距在不斷縮小,但發(fā)展仍不均衡,就涂裝質量的保證而言,幾大轎車生產企業(yè)已經達到國際水平,但綜合比較仍有10年左右的差距,主要體現(xiàn)在清潔生產技術方面;就汽車涂裝生產關鍵裝備技術而言,我國可能在今后相當長的時間內主要依賴進口。預計我國在未來10~15年內,汽車涂裝水平將全面與國際接軌,加快節(jié)省資源和環(huán)保技術的應用。
·







 魯ICP備2021047099號
魯ICP備2021047099號