






我國的拉擠工業(yè)經(jīng)歷了十幾年的從無到有的歷史,無論從產(chǎn)品品種還是產(chǎn)量上均取得了可喜的進步。但是與國外的先進水平相比,還存在很大的差距。除了原材料選擇上的局限性,拉擠工藝參數(shù)的精確、穩(wěn)定和相互匹配性是拉擠工藝成敗的關(guān)鍵。拉擠成型工藝參數(shù)是一個互相牽制而又龐大精密的體系,包括成型溫度、牽引速度、配方設(shè)計、填充量等。充分了解拉擠工藝中的樹脂反應(yīng)動力學(xué)、工藝參數(shù)相互影響及其與制品性能間的相互作用,是決定制品能否實現(xiàn)設(shè)計要求、達(dá)到順利生產(chǎn)的關(guān)鍵。

一、成型溫度
在拉擠成型過程中,材料在穿越模具時發(fā)生的變化是最關(guān)鍵的,也是研究拉擠工藝的重點。直到目前為止,雖然有許多研究方法,如數(shù)學(xué)模型的應(yīng)用、計算機的模擬,和可供利用的工具如壓力傳感器等等,但是至今研究者們依然不明白模具中到底發(fā)生了什么,只是依據(jù)實驗及理論研究提出了一系列的推測與假設(shè)。
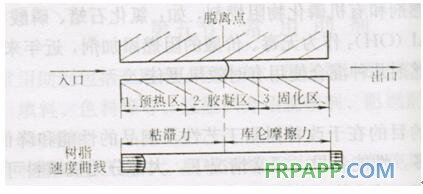
一般來講,認(rèn)為玻璃纖維浸膠后通過加熱的金屬模具,按其在模具中的不同狀態(tài),把模具分為三部分,如圖所示。
圖9-47 拉擠模具內(nèi)樹脂的速度曲線和不同區(qū)域的粘滯力和摩擦力示意圖
圖9-47表示了材料穿過模具時的主要特征。盡管增強材料必須以同樣的速度穿過模具,但在某些區(qū)域內(nèi),樹脂和纖維有相對流動。圖中繪出了模具入口和出口附近區(qū)域的樹脂速度分布圖,在模具入口區(qū),樹脂的行為像牛頓流體,壁面速度的邊界條件意味著為零。離模具壁面一小段距離處,樹脂的流動速度增加到與增強材料相當(dāng)?shù)乃?。在模具?nèi)壁表面上,樹脂產(chǎn)生粘滯阻力。
在三段式模具中,人為的把這一連續(xù)拉擠過程分為預(yù)熱區(qū)、膠凝區(qū)和固化區(qū)。在模具上使用3對加熱板來加熱,并用計算機來控制溫度。脫離點是指樹脂脫離模具的點。樹脂在加熱過程中,溫度逐漸升高,粘度降低。通過預(yù)熱區(qū)后,樹脂體系開始膠凝、固化,這時產(chǎn)品和模具界面處的粘滯阻力增加,壁面上零速度的邊界條件被打破,在脫離點處樹脂出現(xiàn)速度突變,樹脂和增強材料一起以相同的速度均勻移動,在固化區(qū)內(nèi)產(chǎn)品受熱繼續(xù)固化,以保證出模時有足夠的固化度。
1.溫度的確定
模具的加熱條件是根據(jù)樹脂體系來確定的。以聚酯樹脂配方為例,首先對樹脂體系進行差動掃描式熱量計(DSC)動態(tài)掃描,得到放熱峰曲線。一般來講,模具溫度應(yīng)大于樹脂的放熱峰值,溫度上限為樹脂的降解溫度。同時作樹脂的膠凝實驗,溫度、膠凝時間、拉速應(yīng)當(dāng)匹配。預(yù)熱區(qū)溫度可以較低,膠凝區(qū)與固化區(qū)溫度相似。溫度分布應(yīng)使產(chǎn)品固化放熱峰出現(xiàn)在模具中部靠后,膠凝固化分離點應(yīng)控制在模具中部。一般三段溫差控制在20~30℃左右,溫度梯度不宜過大。
2. 最佳模具溫度分布及分析
以前分析拉擠型材內(nèi)熱能傳遞和型材固化時都是假定模具溫度是已知的。其實一個完整、科學(xué)的拉擠工藝模型必須包括型材內(nèi)的和模具內(nèi)的熱能傳遞。浸漬樹脂的纖維一旦進入模具里,它的熱量就從模具壁上向型材內(nèi)傳遞,貼近模具的樹脂比型材中心的樹脂先被加熱,產(chǎn)生膠凝;固化后,反應(yīng)放熱會引起中心溫度高于模具壁的溫度。固化后由于體積收縮,樹脂會因收縮而脫離模具壁。在幾個假定條件下,對型材內(nèi)熱能傳遞建立模型,有關(guān)學(xué)者對此做了深入的研究。因為拉擠模具為金屬模,為良導(dǎo)熱體,模具的熱能在模具的縱向和橫向上都會損失。建立模具溫度模型有助于我們了解模具溫度分布規(guī)律。
加熱器的配置對型芯內(nèi)的溫度和模具溫度影響很大。一般在某些約定條件下,固化峰的位置隨加熱器的移動而移動,而加熱帶與型芯溫度峰值處的距離基本不變。這種放熱位置的移動是正常的,來自加熱器的熱通量是有限的,并且在這些條件下,固化是受加熱器控制的,當(dāng)熱能傳遞受“動力學(xué)”控制時,受線速度和預(yù)熱溫度的制約,型芯內(nèi)溫度峰值對加熱器的位置并不敏感。
在模具周圍保溫和降低空氣的熱能傳遞系數(shù)的影響是相同的。當(dāng)熱傳遞系數(shù)降低時,模具后半部分溫度升高,整個模具的熱量分布更均勻。因為大多數(shù)樹脂固化發(fā)生在靠近加熱器的位置,保溫對型芯溫度的影響較小,當(dāng)放熱峰遠(yuǎn)離加熱帶時,模具最好選擇保溫。
利用模具溫度模型對拉擠工藝進行分析,由計算機輔助設(shè)計拉擠工藝參數(shù),是當(dāng)前既合理又簡便、高效的設(shè)計工具。
二、拉擠速度的確定
拉擠模具的長度一般為0.6~1.2m由樹脂體系的固化放熱曲線確定模具溫度,該溫度還必須充分考慮使產(chǎn)品在模具中部膠凝固脂,也即脫離點在中部并盡量靠前。如果拉擠速度過快、制品固化不良或者不能固化,直接影響到產(chǎn)品質(zhì)量,產(chǎn)品表層會有稠狀、富樹脂層;如果拉擠速度過慢,型材在模中停留時間過長,制品固化過度,并且影響降低生產(chǎn)效率。
一般的實驗拉擠速度為300mm/min左右。拉擠工藝開始時,速度應(yīng)放慢、然后漸提高到正常拉擠速度。一般拉擠速度在300~500mm/min,現(xiàn)代拉擠技術(shù)的發(fā)展方向之一就是高速化,目前最快的拉擠速度可達(dá)15m/min。
三、牽引力
牽引力是保證制品順利出模的關(guān)鍵,牽引力的大小由產(chǎn)品與模具之間的界面上的剪切應(yīng)力來確定。通過測量浸漬樹脂的增強纖維被牽引穿過模具的一段短距離的牽引力就可測量上述界面上的剪切應(yīng)力,并繪出其特性曲線。
圖9-48表示了三種不同牽引速度通過模具時平均剪切應(yīng)力的變化。這些結(jié)果雖然不是十分精確,但是作為定性的分析已經(jīng)足夠了。
圖9-48 牽引速度與剪切應(yīng)力
從圖9-48中可以看到在模具中剪切力曲線是隨拉速的變化而變化的。暫時忽略拉速的影響,可以發(fā)現(xiàn)在模具不同位置,剪切力是不同的。整個模具中曲線出現(xiàn)3個峰,下面分別加以討論。
模具入口處的剪切應(yīng)力峰,此峰值與模具壁附近樹脂的粘滯阻力相一致。通過升溫,在模具預(yù)熱區(qū)內(nèi),樹脂粘度隨溫度升高而降低,剪切應(yīng)力也開始下降。初始峰值的變化由樹脂粘性流體的性質(zhì)決定。另外,填料含量和模具入口溫度也對初始剪切力影響很大。
由于樹脂固化反應(yīng),它的粘度增加而產(chǎn)生第2個剪切應(yīng)力峰。該值對應(yīng)于樹脂與模具壁面的脫離點,并與拉速關(guān)系很大,當(dāng)牽引速度增加時,這個點的剪應(yīng)力大大減小。
最后,第三區(qū)域也即模具出口處,出現(xiàn)連續(xù)的剪切應(yīng)力,這是由于產(chǎn)品在固化區(qū)中與模具壁摩擦引起的,這個摩擦力較小。
牽引力在工藝控制中很重要。成型中若想使制品表面光潔,要求產(chǎn)品在脫離點的剪切應(yīng)力較小,并且盡早脫離模具。牽引力的變化反映了產(chǎn)品在模具中的反應(yīng)狀態(tài),它與許多因素,如:纖維含量、制品的幾何形狀與尺寸、脫模劑、溫度、拉速等有關(guān)系。
四、各拉擠工藝變量的相關(guān)性
1. 熱參數(shù)、拉擠速度、牽引力三者的關(guān)系
熱參數(shù)、拉速、牽引力三個工藝參數(shù)中,熱參數(shù)是由樹脂系統(tǒng)的特性來確定的,是拉擠工藝中應(yīng)當(dāng)解決的首要因素。通過樹脂固化體系的DSC曲線的峰值和有關(guān)條件,確定模具加熱的各段溫度值。拉擠速度確定的原則是在給定的模內(nèi)溫度下的膠凝時間,保證制品在模具中部膠凝、固化。牽引力的制約因素較多,如:它與模具溫度關(guān)系很大,并受到拉擠速度的控制。從前面的分析可看到:拉速的增加直接影響到剪切應(yīng)力的第二個峰值,即脫離點處的剪切應(yīng)力;脫模劑的影響也是不容忽視的因素。
2. T-V-F工藝參數(shù)的優(yōu)化
由樹脂體系固化的放熱峰曲線確定的模具溫度分布是我們確定其他工藝參數(shù)的前提。由此選擇的拉速必須與溫度匹配,模具溫度高,牽引速度應(yīng)增加。樹脂的膠凝點可以通過調(diào)整模具溫度和牽引速度來確定,模具溫度太高或反應(yīng)太快時,將引起產(chǎn)品熱開裂。因此,利用分區(qū)加熱模具,把加熱區(qū)分為預(yù)熱區(qū)、膠凝區(qū)和固化反應(yīng)區(qū)可以優(yōu)化拉擠工藝,減少產(chǎn)品熱開裂。
為了提高生產(chǎn)效率,一般盡可能提高拉速。這樣可提高模具剪切應(yīng)力,以及制品表面質(zhì)量。對于較厚的制品,應(yīng)選擇較低拉速或使用較長的模具,增加模具溫度,其目的在于使產(chǎn)品能較好地固化,從而提高制品的性能。
為了降低牽引力,使產(chǎn)品順利脫模,采用良好的脫模劑是十分必要的,有時這在成型工藝中起到?jīng)Q定性的作用。
五、樹脂預(yù)熱與制品后固化
樹脂進入模具前進行預(yù)熱對工藝是非常有益。這樣可能降低樹脂固化反應(yīng)溫度,使產(chǎn)品表面優(yōu)良。射頻(RF)預(yù)熱效果很好。預(yù)熱使樹脂溫度提高,粘度下降,增加了纖維的浸潤效果,并且為提高拉速創(chuàng)造了條件。許多樹脂系統(tǒng)中,如環(huán)氧樹脂等,都需要預(yù)熱。
預(yù)熱的效果還表現(xiàn)在使浸膠的纖維束內(nèi)外溫度梯度減小。因為在進入模具后,由模具傳遞給產(chǎn)品的熱量從產(chǎn)品表面到產(chǎn)品中心部分呈梯狀分布,產(chǎn)品中心線的溫度低于產(chǎn)品表面的溫度。同理,產(chǎn)品中心的固化滯后于產(chǎn)品表面的固化。如果提高拉擠速度,那么制品中心線和表面之間的溫度和固化度的滯后量都會增加。接著,該滯后量又會相反地隨著固化放熱的增加而減小,最后甚至制品的中心溫度高于表面溫度。要想實現(xiàn)產(chǎn)品內(nèi)外均勻固化,減少熱應(yīng)力,樹脂應(yīng)該預(yù)熱。
制品出模后的固化度達(dá)不到要求時需進行后固化處理。一般來講,制品出模后在空氣中自然冷卻。在這段過程中,固化反應(yīng)繼續(xù)進行。一般的后固化處理是:將切割好的制品放到恒溫箱中擱置一段時間,使制品達(dá)到所要求的固化度。
關(guān)注本公眾號
微信號:cnfrtp
技術(shù)·產(chǎn)品·會展·宣傳










 魯ICP備2021047099號
魯ICP備2021047099號