






拉擠工藝原理
拉擠是指玻璃纖維等增強材料在外力牽引下,經(jīng)過浸膠、擠壓成型、加熱固化、定長切割等一系列工序,連續(xù)生產(chǎn)復(fù)合材料線型制品的一種方法。增強材料從紗架引出后,經(jīng)過排紗器進入浸膠槽,浸透樹脂膠液后,進入預(yù)成型模,將多余樹脂和氣泡排出,最后進入成型模凝膠、固化。固化后的制品由牽引機連續(xù)不斷地從模具拔出,由切斷機定長切斷。它區(qū)別于其他成型工藝的地方是需要外力牽引和擠壓模塑,故稱拉擠成型工藝。

拉擠成型工藝流程如下:
增強材料(纖維及氈材等)排布→浸膠→預(yù)成型→擠壓模塑及固化→牽引→切割→制品
在拉擠工藝中有六個關(guān)鍵因素:①增強材料傳送系統(tǒng),如紗架、過紗裝置、氈架以及輸送裝置;②樹脂浸漬系統(tǒng);③預(yù)成型系統(tǒng);④模具;⑤牽引裝置;⑥切割裝置。
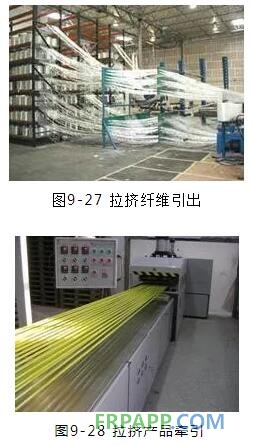
纖維的引出方式有兩種:內(nèi)抽和外引。纖維從紗筒內(nèi)壁抽出時,紗筒固定但纖維發(fā)生扭轉(zhuǎn),產(chǎn)生打捻;纖維從紗筒外壁引出時,可避免扭轉(zhuǎn)現(xiàn)象,但應(yīng)采用旋轉(zhuǎn)芯軸,減少引出阻力,以及更好地控制纖維張力。
 纖維和氈等增強材料的浸漬,在裝有膠液的膠槽中進行,一般有三種形式:1. 壓紗浸漬;2. 直槽浸漬;3. 滾筒浸漬。其中方法1和2最為常用。壓紗浸漬方法簡單易行,主要通過紗夾、紗孔、壓紗桿等工具,將增強材料壓入膠槽浸漬,其不足之處在于對增強材料存在一定的磨損,同時影響增強材料的定位和走向。隨著拉擠產(chǎn)品結(jié)構(gòu)的日益復(fù)雜,直槽浸漬法的應(yīng)用越來越普遍,通過真空泵系統(tǒng),實現(xiàn)膠液的不斷回流,既保證了增強材料的良好浸漬,也能夠使得纖維和氈的排列整齊、流暢,更易于實現(xiàn)預(yù)想的排布。
纖維和氈等增強材料的浸漬,在裝有膠液的膠槽中進行,一般有三種形式:1. 壓紗浸漬;2. 直槽浸漬;3. 滾筒浸漬。其中方法1和2最為常用。壓紗浸漬方法簡單易行,主要通過紗夾、紗孔、壓紗桿等工具,將增強材料壓入膠槽浸漬,其不足之處在于對增強材料存在一定的磨損,同時影響增強材料的定位和走向。隨著拉擠產(chǎn)品結(jié)構(gòu)的日益復(fù)雜,直槽浸漬法的應(yīng)用越來越普遍,通過真空泵系統(tǒng),實現(xiàn)膠液的不斷回流,既保證了增強材料的良好浸漬,也能夠使得纖維和氈的排列整齊、流暢,更易于實現(xiàn)預(yù)想的排布。

預(yù)浸好的增強材料穿過預(yù)成型裝置,預(yù)成型是根據(jù)制品所要求的斷面形狀而配置的導(dǎo)向裝置,具有以下作用:①增強材料的定位;②將增強材料按照產(chǎn)品形狀預(yù)先有序排列;③排出多余的樹脂和氣泡,然后再進入模具,進行成型固化,從模具拉出。
一般而言,模具是在系統(tǒng)確定的條件下進行設(shè)計的。根據(jù)樹脂固化放熱曲線及物料與模具的摩擦性能,將模具分成三個不同的加熱區(qū),其溫度由膠液體系的性能確定。模具是拉擠成型工藝中最關(guān)鍵的部分,典型模具的長度范圍在0.6~1.2m之間。
模具出口與牽引裝置之間的距離一般約3~5m,這個距離需確保復(fù)合材料制品可以完成固化過程,并逐漸冷卻。牽引裝置是一個履帶型拉出器或兩個往復(fù)運動夾持裝置,可實現(xiàn)連續(xù)運動。通過牽引裝置的牽引,將制品從拉擠模具中源源不斷拉拔出來。
拉擠設(shè)備的末端,設(shè)置切割機,將拉擠制品按照要求定長切割。
通用拉擠成型設(shè)備
通用拉擠成型設(shè)備
圖9-30 典型拉擠設(shè)備
拉擠成型設(shè)備從五十年代發(fā)展至今,已逐步完善并定型,能夠最大程度實現(xiàn)計算機智能控制,并伴隨拉擠產(chǎn)品和工藝的發(fā)展呈現(xiàn)多元化趨勢。
拉擠設(shè)備盡管型號眾多,但每臺設(shè)備均由以下基本部分構(gòu)成:(1)增強材料架;(2)預(yù)成型導(dǎo)向裝置;(3)膠液浸漬裝置;(4)帶加熱控制的金屬模具;(5)牽引裝置;(6)切割裝置。
拉擠設(shè)備中,內(nèi)抽頭玻璃纖維粗紗配置在紗架上,其他增強材料(如連續(xù)氈、表面氈等)通常按切線方向有序放置在多層擱架上,引出時應(yīng)盡量遵循平行原則,避免行走時出現(xiàn)交叉、錯亂。
從原料架上引出的增強材料經(jīng)過紗板集束整形后,進入膠液浸漬裝置。在直槽浸漬法中,膠液浸漬裝置由以下幾部分組成:托架、浸漬槽、接膠盤、膠液儲存桶、循環(huán)泵。浸漬槽前后兩面均放置導(dǎo)向板,導(dǎo)向板上按照需要設(shè)置紗孔和氈槽,以維持增強材料的有序排列。從紗孔和氈槽中漏出的膠液落到接膠盤中,再收集在儲存桶,通過循環(huán)泵打到浸漬槽中使用。必要時,還可以設(shè)置循環(huán)水套管和控制樹脂溫度的加熱器,以優(yōu)化工藝。
 浸漬過的增強材料在經(jīng)過預(yù)成型后,進入模具。根據(jù)產(chǎn)品結(jié)構(gòu)的不同,拉擠工藝的預(yù)成型體系形式多樣而豐富,其主要目的在于,使增強材料按照預(yù)先設(shè)計的鋪層結(jié)構(gòu),從發(fā)散狀態(tài)自然、流暢地過渡到與產(chǎn)品截面相似,完成最終定位,順利進入模腔。預(yù)成型的制作,多用摩擦阻力較小的塑料板,在其上打孔實現(xiàn)導(dǎo)向。結(jié)構(gòu)復(fù)雜產(chǎn)品的纖維定位,也可以搭配定位管,將纖維直接引入模具入口。與纖維的預(yù)成型相比,氈材的導(dǎo)向則需要制作者具備更高超的技巧,將氈材從單一的平面狀態(tài)轉(zhuǎn)變?yōu)榕c模腔伏貼的立體形態(tài),是一件充滿挑戰(zhàn)和技巧的工作。
浸漬過的增強材料在經(jīng)過預(yù)成型后,進入模具。根據(jù)產(chǎn)品結(jié)構(gòu)的不同,拉擠工藝的預(yù)成型體系形式多樣而豐富,其主要目的在于,使增強材料按照預(yù)先設(shè)計的鋪層結(jié)構(gòu),從發(fā)散狀態(tài)自然、流暢地過渡到與產(chǎn)品截面相似,完成最終定位,順利進入模腔。預(yù)成型的制作,多用摩擦阻力較小的塑料板,在其上打孔實現(xiàn)導(dǎo)向。結(jié)構(gòu)復(fù)雜產(chǎn)品的纖維定位,也可以搭配定位管,將纖維直接引入模具入口。與纖維的預(yù)成型相比,氈材的導(dǎo)向則需要制作者具備更高超的技巧,將氈材從單一的平面狀態(tài)轉(zhuǎn)變?yōu)榕c模腔伏貼的立體形態(tài),是一件充滿挑戰(zhàn)和技巧的工作。

預(yù)成型可以通過框架和模具以及模具托臺固定在一起,也可以根據(jù)增強材料的鋪層結(jié)構(gòu),設(shè)置在浸漬區(qū)域的上方或下方??招漠a(chǎn)品的預(yù)成型一般與芯棒托架設(shè)計為一體,便于調(diào)節(jié)同心度,同時節(jié)省了操作空間。
浸漬后的增強材料經(jīng)過預(yù)成型后,將順利進入加熱的成型模具。模具通常采用電加熱方式,分段加熱,模具各區(qū)的溫度可通過凝膠試驗初步確定,并在生產(chǎn)過程中根據(jù)產(chǎn)品質(zhì)量情況進行調(diào)整。在生產(chǎn)過程中,設(shè)置匹配的模具溫度和牽引速度,控制合適的膠凝時間和固化程度,是保證制品質(zhì)量的關(guān)鍵。生產(chǎn)大型中空制品時,由于芯棒較粗,傳熱速度較慢,材料在模腔中行進時,內(nèi)外壁溫度會存在較大偏差,從而影響產(chǎn)品固化,可以在芯棒內(nèi)部安裝加熱器進行溫度補償,使產(chǎn)品內(nèi)外受熱均勻一致。
剛出模的產(chǎn)品固化度并不能達到理想狀態(tài),需要在持續(xù)運行中進一步后固化,并在到達牽引裝置之前逐漸冷卻。處于高速牽引狀態(tài)中的型材,有時需要使用風(fēng)機輔助冷卻,以減少高溫對牽引膠墊的磨損。
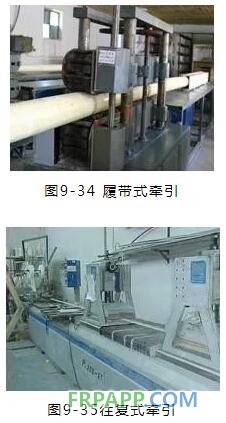
常用的牽引系統(tǒng)有兩種:上、下履帶式牽引系統(tǒng)和交替往復(fù)牽引系統(tǒng)。履帶式牽引系統(tǒng)由上、下兩個對置的不斷轉(zhuǎn)動的傳動帶組成,相對運動的上、下傳動帶緊緊夾住型材,并拖曳向前。這種牽引系統(tǒng)價格低廉,但通用性略差,對于復(fù)雜形狀的產(chǎn)品,需要重新加工相應(yīng)的夾持膠塊,包覆在上、下履帶上。
交替式往復(fù)牽系統(tǒng)克服了履帶式的缺點,采用氣壓或者液壓式設(shè)計,采用兩對夾持膠塊的循環(huán)往復(fù)運動,實現(xiàn)生產(chǎn)的連續(xù)。當一對膠塊夾持住產(chǎn)品并向前運行時,另一對膠塊松開產(chǎn)品,同時后退復(fù)位,等待下一次夾持。這種系統(tǒng)便于更換牽引夾具,操作方便,在產(chǎn)品種類較多的情況下,具有廣泛的適用性。
位于拉擠機末端的是切割系統(tǒng),通常采用金剛砂鋸片,并配備冷卻和潤滑,切割時系統(tǒng)與牽引裝置同步運動,并由一個定長切割開關(guān)控制。液壓伺服驅(qū)動和程序控制的運用,已使得拉擠設(shè)備的自動化程度進一步提升。
2. 新型拉擠工藝及設(shè)備
(1)預(yù)熱工藝和設(shè)備
使用射頻(RF)發(fā)射器對增強材料進行預(yù)熱,是拉擠工藝發(fā)展的飛躍。這種變革利用射頻能量預(yù)熱與金屬模具的熱傳導(dǎo)相結(jié)合,縮短了膠液固化時間,極大地提高了拉擠速度。RF發(fā)射器置于浸漬段和模具段之間,濕態(tài)的纖維束進入模具前,從發(fā)射器中穿過, 并在RF作用下產(chǎn)生瞬時分子磨擦熱,降低膠液粘度,增強浸潤性,并提供膠液反應(yīng)所需的能量,在這種情況下,即使縮短模具長度,膠液同樣可以凝膠、固化,減少了材料通過模具的時間,降低了牽引拉力。這一重大發(fā)明顯著地提高了拉擠速度,在大型制品的生產(chǎn)上作用尤為顯著。
(2)纏繞拉擠和編織拉擠
為提高拉擠制品的環(huán)向性能,在傳統(tǒng)工藝中引入纏繞和編織技術(shù)元素,形成的拉繞工藝和編織拉擠工藝,使得拉擠制品的性能得到突破,綜合性能更加優(yōu)越。

(3)拉擠與注射涂層工藝 一些有特殊要求的拉擠制品,表面需涂覆一層涂層,可設(shè)置一臺小型注塑機,塑化的塑料液體盛放在一個槽中,從模具拉擠出的型材隨即通過塑料液槽,這樣就在型材表面涂上了一層涂層,實現(xiàn)外觀、性能、耐腐等方面的更高要求。
(4)曲線拉擠設(shè)備 曲線拉擠原理是人為控制拉擠制品的固化和后固化過程,使其制品實現(xiàn)所設(shè)計的曲線形狀。從而突破了傳統(tǒng)拉擠只能制造恒截面、直線型產(chǎn)品的思維模式,可以滿足變截面產(chǎn)品研發(fā)的需求。
3. 拉擠模具
在玻璃鋼型材的拉擠成型過程中,模具是各種工藝參數(shù)作用的交匯點,是拉擠工藝的核心之一。與塑料擠出成型相比,拉擠成型與其有相似之處,但前者僅是一物理變化過程,后者還伴隨著動態(tài)的化學(xué)反應(yīng)。相比之下,拉擠模具的工況較前者要復(fù)雜得多,所以拉擠模具的設(shè)計和制造具有十分重要的意義,它不僅關(guān)系著拉擠工藝的成敗,決定著拉擠制品的質(zhì)量和產(chǎn)量,同時也影響拉擠模具的使用壽命。
從工藝角度來講,拉擠模具一般由預(yù)成型模和成型模兩部分組成。
(1)預(yù)成型模具 在拉擠成型過程中,增強材料浸漬樹脂后(或被浸漬的同時),在進入成型模具前,必須經(jīng)過由一組導(dǎo)紗元件組成的預(yù)成型模具,預(yù)成型模的作用是使浸漬后的增強材料進一步除去多余的樹脂,排除氣泡,逐步形成近似成型模腔形狀和尺寸,然后進入模具。通過預(yù)成型,增強材料逐漸達到所要求的形狀,并使增強材料在制品斷面的分布符合設(shè)計要求。
 (2)成型模具 成型模具橫截面面積與產(chǎn)品橫截面面積之比一般應(yīng)大于10,以保證模具有足夠的強度和剛度,加熱后熱量分布均勻和穩(wěn)定。拉擠模具長度是根據(jù)成型過程中牽引速度和樹脂凝膠固化速度決定,以保證制品拉出時達到脫模固化程度。
(2)成型模具 成型模具橫截面面積與產(chǎn)品橫截面面積之比一般應(yīng)大于10,以保證模具有足夠的強度和剛度,加熱后熱量分布均勻和穩(wěn)定。拉擠模具長度是根據(jù)成型過程中牽引速度和樹脂凝膠固化速度決定,以保證制品拉出時達到脫模固化程度。

拉擠模具的模腔表面要求光潔、耐磨,以減少拉擠成型時的摩擦阻力,提高模具的使用壽命。模具材料的選擇直接影響著拉擠模具的性能,模具材料要求具備以下性能:
1)較高的強度、耐腐蝕性、耐疲勞性和耐磨性;
2)較高的耐熱性和較小的熱變形性;
3)良好的切削性和表面拋光性能;
4)摩擦系數(shù)低,阻力小,尺寸穩(wěn)定性好;
合金模具鋼表面光滑致密,硬度高,易于脫模,清理模具時不易損壞,便于滲氮處理和型腔表面鍍硬鉻,所以拉擠模具一般選用合金模具鋼。經(jīng)過粗加工后再精加工,表面鍍硬鉻或者滲氮、滲碳處理,使模腔內(nèi)表面的硬度達到50~70HRC(洛氏硬度),最后用拋光工具拋光,使型面達到很高的光潔度,表面粗糙度達到0.2um的水平,能夠非常好地滿足上述要求。這樣不僅可減小摩擦系數(shù),延長模具的使用期,而且也會改善對樹脂的防粘特性。
經(jīng)歷幾十年的發(fā)展,美國拉擠工業(yè)應(yīng)用最廣泛的模具鋼主要是4140、P20和A2等少數(shù)幾個牌號。國內(nèi)拉擠模具制作中,使用較多的是40Cr、38CrMoAl、42CrMo、5CrNiMo等調(diào)質(zhì)鋼,使用效果較好,但與國外加工水平相比,還存在不小的差距。
表9-1列出上述三種美國用鋼的化學(xué)成份及熱處理后的HRC硬度,供我們進行拉擠模具設(shè)計和選材時參考。
表9-1 美國拉擠模具鋼的化學(xué)成份
portant; overflow-wrap: break-word !important;">
portant; overflow-wrap: break-word !important;">
|
牌號 |
合金化學(xué)組成(%) |
熱處理 |
|||||
|
C |
Si |
Mn |
V |
Cr |
Mo |
||
|
P20 |
0.35 |
0.50 |
0.80 |
- |
1.70 |
0.45 |
54 |
|
4140 |
0.40 |
0.25 |
0.90 |
- |
0.90 |
0.21 |
52 |
|
A2 |
1.00 |
- |
0.60 |
0.25 |
5.25 |
1.10 |
62 |
從整個拉擠工業(yè)來看,電鍍拉擠模具仍占主導(dǎo)地位,非電鍍模具仍處于發(fā)展階段。我國拉擠廠家使用表面滲氮處理的拉擠模具,其氮化層厚度為0.2~0.3mm,HRC≥60。從有限的使用經(jīng)歷來看,腐蝕問題仍存在,摩擦阻力也略大于鍍鉻模具,還有一段較長的路要走。
(3)拉擠模具的設(shè)計
拉擠模具通常由若干個單獨制造的模具組件裝配而成。組件數(shù)及分型面的選擇,取決于拉擠制品截面構(gòu)造、模具加工工藝及使用要求。為保證模具分型面或合??p所對應(yīng)的拉擠制品外觀質(zhì)量好,不形成飛刺,在滿足模具制造的前提下,盡量減少分型面,保證合縫嚴密。
玻璃纖維浸膠后進入成型模具時,纖維束是在成型機牽引作用下進入模具的。由于模具進口處纖維束十分松散,往往在入口處積聚纏繞,造成斷纖。再者,模具在長時間使用過程中,由于積聚纏繞的影響,往往造成入口磨損嚴重,影響產(chǎn)品質(zhì)量。為解決這一問題,在模具入口處周邊應(yīng)倒一橢圓截面圓角,同時入口采用錐形,角度在5~8°為宜,長度在50~100mm為宜,可大大減少斷纖現(xiàn)象發(fā)生,提高了拉擠制品的質(zhì)量。如下圖所示:


關(guān)注本公眾號
微信號:cnfrtp
在設(shè)計模具時,模具長度的確定要考慮所用原材料和產(chǎn)品截面形狀,目前國內(nèi)模具長度一般設(shè)計為900mm—1200mm,模具型腔尺寸決定于制品的尺寸及所選用樹脂的收縮率。一般情況下不飽和聚酯產(chǎn)品收縮率為2%—4%,環(huán)氧樹脂0.5%—2%。對于中空制品,芯棒設(shè)計要特別注意,一般芯棒的有效長度為模具長度的2/3~3/4,而在拉擠工藝過程中要考慮到芯棒固定、調(diào)整的方便性,此外較大的芯棒還要考慮到配重及加熱的問題,以保持水平方向的平衡和受熱均勻。綜合考慮,對于模具長度為900mm左右的模具,芯棒的長度可設(shè)計為 1500mm左右。
(4)拉擠模具的保養(yǎng)與維修
閑置模具通常情況下,需進行清理后,進行必要的防護,避免水、粉塵的腐蝕。芯棒閑置時應(yīng)掛起,防止由重力引起的形變。
電鍍拉擠模具使用一段時間后,可能會發(fā)生局部鉻層掉落的現(xiàn)象,若面積不大,可通過打磨處理繼續(xù)使用。打磨處理方法如下:首先選用600目的水砂紙打磨,待打磨到一定程度時,改用較細砂紙。打磨順序如下:600目→ 800目→1000目→1200目→1500目。打磨過程中,必須不斷用航空煤油沖洗模具,把砂紙磨下來的微粒沖掉,以免劃傷模具。待水砂紙打磨到1500目以后,改用專用電動拋光機和羊毛拋光盤進行拋光。拋光開始時選用稍粗磨粒的拋光劑,同時羊毛盤選用稍硬一點的,拋2~3次。用煤油沖洗模具,把拋出的微粒沖洗干凈,再換用一只稍軟的羊毛拋光盤,拋光模具。在拋光過程中,拋光機向一個方向移動,不可停在一處不動,以免模具表面發(fā)熱,燒壞模具。此過程進行2~3遍,拋光后的模具型腔十分光亮,達到鏡面效果,可以繼續(xù)使用,如下圖所示。
技術(shù)·產(chǎn)品·會展·宣傳










 魯ICP備2021047099號
魯ICP備2021047099號