






據(jù)悉,弗勞恩霍夫機(jī)床和成型技術(shù)研究所(Fraunhofer IWU)與開(kāi)姆尼茨工業(yè)大學(xué)(TU Chemnitz)聯(lián)合開(kāi)發(fā)了泡沫鋁夾層復(fù)合材料控制臂。這種高強(qiáng)度的三明治材料由泡沫鋁芯、多層纖維增強(qiáng)復(fù)合材料層板以及鋁合金外殼組成。作為懸架系統(tǒng)的重要組成,控制臂的輕量化能夠顯著降低底盤(pán)簧下質(zhì)量,從而更好地提升車(chē)輛的操控性。



泡沫鋁三明治夾層復(fù)合材料的性能特點(diǎn)
相較于普通鋼制或鋁制控制臂,這種三明治復(fù)合材料具有更好的抗沖擊和抗彎曲性能。泡沫鋁的芯層使得其更適用于承受彎曲應(yīng)力的部件,金屬外殼提供了較好的抗沖擊性。這種三明治復(fù)合材料讓承受復(fù)雜載荷部件實(shí)現(xiàn)輕量化設(shè)計(jì)成為可能。
作為德國(guó)政府“多功能輕量化結(jié)構(gòu)的技術(shù)融合”項(xiàng)目MERGE卓越集群(Federal Cluster of Excellence MERGE)中的A、B、C子項(xiàng)目,研究者們通過(guò)夾層的結(jié)構(gòu)設(shè)計(jì),成功開(kāi)發(fā)了泡沫金屬基的輕量化夾層材料。該部件的成功開(kāi)發(fā)依賴(lài)于多種材料技術(shù)的融合。由于涉及包括金屬、塑料、發(fā)泡材料在內(nèi)的多種材料,材料性能的差異使得其間的連接較難實(shí)現(xiàn)。因此,各種材料的復(fù)合順序以及各半成品間的連接技術(shù)成為該研究中的重大難點(diǎn)。
在MERGE卓越集群項(xiàng)目中,這種復(fù)合材料分別被用于制作車(chē)輪盤(pán)、車(chē)頂橫梁以及控制臂(如下圖1)。與普通的纖維增強(qiáng)復(fù)合材料相比,泡沫鋁芯層的加入使得新材料具有更高的容損性和抗失效性能。特別是對(duì)于控制臂這樣的承載部件,不會(huì)發(fā)生突然失效,且其損傷在表面可以輕易發(fā)現(xiàn),便于及時(shí)更換。工藝方面,由于控制臂呈雙彎曲的幾何形狀,因此,其在制造時(shí)不能像輪盤(pán)一樣直接采用泡沫鋁作為基材,而是需要嵌入金屬嵌件,從而實(shí)現(xiàn)零件的功能。
多材料復(fù)合層板的制造過(guò)程
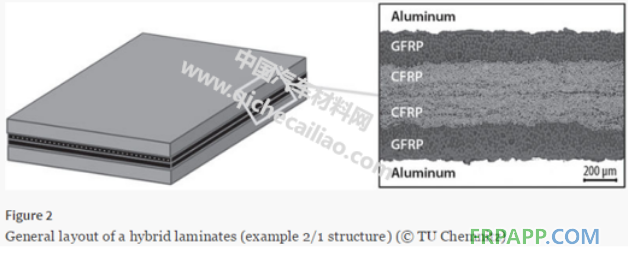
研究者們先嘗試采用多種纖維增強(qiáng)復(fù)合材料和薄鋁板制作了一種獨(dú)特的混合層壓材料,如圖2所示。纖維增強(qiáng)復(fù)合材料基體保證了足夠的強(qiáng)度和剛性,減輕了部件重量,并提升了耐疲勞性能。而鋁合金外殼則提供了優(yōu)異的抗沖擊性和延展性。
鋁合金外殼可以保護(hù)纖維增強(qiáng)復(fù)合材料不吸收水分,隔離外界環(huán)境影響,提升耐腐蝕性。金屬表層可實(shí)現(xiàn)切割、鉆孔等機(jī)械加工。同時(shí),金屬表面也可以進(jìn)行更好的涂裝修飾。在纖維增強(qiáng)復(fù)合材料中,不僅有碳纖維增復(fù)合材料,還加入了玻纖增強(qiáng)復(fù)合材料層。一方面是為了避免碳纖維與鋁合金直接接觸發(fā)生電腐蝕,另一方面可減少由于不同楊氏模量和熱膨脹系數(shù)的材料復(fù)合所產(chǎn)生的殘余熱應(yīng)力。
研究人員先將鋁合金覆蓋層通過(guò)施壓進(jìn)行預(yù)成型,然后通過(guò)機(jī)械噴砂和火焰處理,增加其表面粗糙度,用以提升其與塑料復(fù)合材料的結(jié)合強(qiáng)度。隨后將干燥后的纖維基半成品與鋁合金殼體一起放入模具中加熱、加壓、成型。加熱使得纖維基復(fù)合材料表面熔融,加壓,與鋁合金殼體充分結(jié)合,再冷卻定型。
泡沫鋁芯層材料
由于具有泡孔結(jié)構(gòu),金屬泡沫材料具有低密度、高強(qiáng)度、良好的吸能性以及良好的阻尼性能,是較為理想的輕量化材料。泡沫鋁的工藝難點(diǎn)在于發(fā)泡過(guò)程的控制,特別是用作結(jié)構(gòu)復(fù)雜的部件時(shí),既需要成型復(fù)雜結(jié)構(gòu),還需要保證足夠的強(qiáng)度。與發(fā)泡塑料相比,泡沫鋁具有高剛性、高強(qiáng)度以及高穩(wěn)定性,更適合作為高承載結(jié)構(gòu)件的芯材。
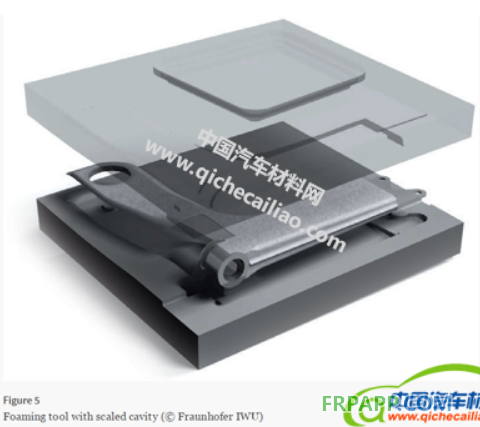
泡沫鋁具有網(wǎng)狀的泡沫結(jié)構(gòu),適用于覆蓋層的壓縮成型。表面的閉合泡孔結(jié)構(gòu)適用于覆蓋層的壓縮成型。通過(guò)材料體積和泡沫設(shè)計(jì)密度計(jì)算出基體材料的質(zhì)量,然后放入模具成型。
同時(shí),由于鋁具有較高的熱膨脹系數(shù),在設(shè)計(jì)時(shí)需要通過(guò)縮放泡沫模具以避免泡沫材料冷卻期間鋁殼體的收縮。
在脫模過(guò)程中需要考慮模具對(duì)泡沫組織的破壞,且需要防止手工操作過(guò)程中泡沫結(jié)構(gòu)的塌陷。因此,需要盡可能地縮短脫模時(shí)間??傮w而言,發(fā)泡過(guò)程需要確認(rèn)溫度、預(yù)熱和起泡時(shí)間、冷卻脫模時(shí)間等參數(shù)。
三明治結(jié)構(gòu)復(fù)合材料的設(shè)計(jì)
多材料混合的夾層結(jié)構(gòu)復(fù)合材料可承受較高的壓縮、剪切和扭轉(zhuǎn)載荷,因此夾層結(jié)構(gòu)的復(fù)合材料特別適合用作承受彎曲載荷的部件。控制臂的復(fù)合材料截面結(jié)構(gòu)如下圖所示。
芯層采用泡沫鋁,中間采用PA6/玻纖增強(qiáng)PA/碳纖增強(qiáng)PA組成的多層復(fù)合材料,外層采用金屬鋁。由于泡沫鋁具有較高的熱穩(wěn)定性,且表面具有粗糙的閉合泡孔結(jié)構(gòu),因此其可以與熱塑性PA直接復(fù)合。再通過(guò)加熱,使得外層的PA融化,在壓力作用下與鋁外殼連接。
總結(jié)
控制臂的成功設(shè)計(jì)是多材料技術(shù)融合實(shí)現(xiàn)輕量化的典型案例。通過(guò)泡沫鋁與多材料復(fù)合層板的結(jié)合,解決了結(jié)構(gòu)復(fù)雜的、變厚度部件的輕量化設(shè)計(jì)。這一研究成果又豐富了底盤(pán)控制臂輕量化方案。










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)