






考慮到碳纖維增強塑料等復合材料在輕量化汽車領(lǐng)域的應(yīng)用仍相對較少,尚未實現(xiàn)批量生產(chǎn)。使用碳纖維增強塑料 (CFRP) 制造零部件的成本仍過高。在“iComposite 4.0”研究項目中,舒勒與合作伙伴成功地將原型零部件的生產(chǎn)成本降低了50%以上,產(chǎn)出時間縮短了超過30-40%。
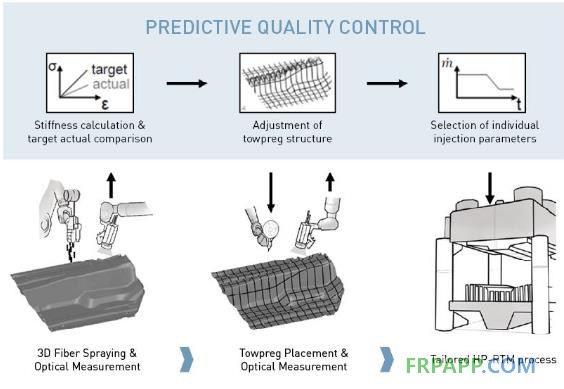
高精度質(zhì)量過程控制
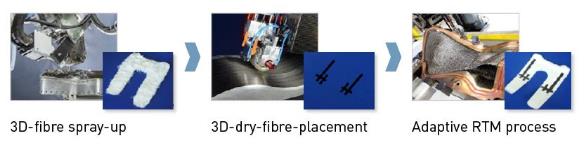
3D長纖維和連續(xù)纖維的批量生產(chǎn)
參考零部件為英國某運動汽車品牌發(fā)動機艙與乘客艙下方的底板。其結(jié)構(gòu)設(shè)計必須能夠承受正面碰撞,且具有高抗扭剛度與座椅載荷。采用傳統(tǒng)的生產(chǎn)模式,單個零部件的成本為 400 歐元;而在 iComposite 4.0 中,單個零部件的成本降至 150歐元,產(chǎn)出時間也從 73 分鐘降至 46 分鐘。
高精度質(zhì)量過程控制
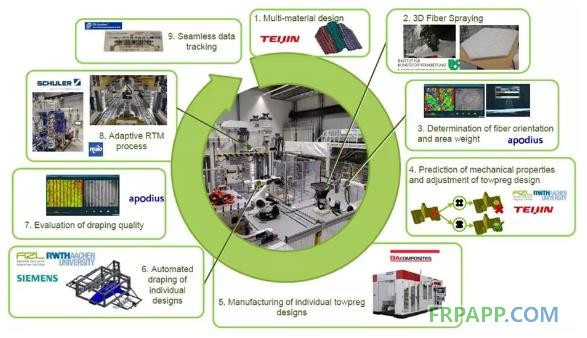
亞琛工業(yè)大學的復合材料加工研究所負責第一道工序,使用機器人噴附短玻纖基礎(chǔ)結(jié)構(gòu)。接下來,通過“亞琛輕量結(jié)構(gòu)一體化中心 (AZL)”和 CFRP 供形商 Teijin Carbon 共同開發(fā)出的算法計算出各部分的抗拉強度?;诖藬?shù)據(jù),另一臺機器人利用西門子與 Broetje 的工藝技術(shù)進行碳纖維絲束預(yù)浸料的覆蓋。并通過Apodius 的 3D 測量系統(tǒng)進行光學控制。
項目合作伙伴
之后,將樹脂注入到復合纖維板中。樹脂在舒勒液壓機下進行高壓硬化,完成零部件成形。在這個工藝流程中,還采用了Frimo的模具技術(shù)。針對所需的壁厚,壓力機可以直接影響模具的撓度。這樣,便可以從一開始就生產(chǎn)出合格的零部件,將廢品率降到零。
目前,纖維復合材料零部件制造商都使用碳板作為切割的原材料。但材料的利用率僅為50%,這意味著有將近一半的昂貴碳纖維都無法使用。而通過iComposite4.0,材料能夠完全利用,不會出現(xiàn)任何浪費。同時,產(chǎn)出時間縮短,產(chǎn)量增加。
系統(tǒng)中集成的 ID-Systec 射頻芯片還能夠確保生產(chǎn)數(shù)據(jù)的跟蹤與識別。在亞琛工業(yè)大學的“亞琛輕量結(jié)構(gòu)一體化中心”,生產(chǎn)線的各個部分間都能夠進行橫向聯(lián)接。該項目的研究成果現(xiàn)已應(yīng)用于工業(yè)實踐。










 魯ICP備2021047099號
魯ICP備2021047099號