






一種行業(yè)領先的集成成型單元,
僅用2分鐘的循環(huán)時間,
即在一個生產(chǎn)單元中
實現(xiàn)了無需粘合劑的混合復合材料部件的功能化生產(chǎn)。
從HP-RTM到預浸帶
最初的想法是采用C-RTM制造環(huán)氧CFRP 部件,C-RTM是由亞琛工業(yè)大學塑料加工研究院(簡稱“IKV”)開發(fā)的一種高壓樹脂傳遞模塑成型(HP-RTM)工藝,也稱為“間隙浸漬”。
然而,在此期間,基于帶材的自動化工藝開始挑戰(zhàn)無卷曲織物(簡稱“NCF”)的液態(tài)成型,據(jù)說這使切割廢料減少了30%。
快速固化液態(tài)環(huán)氧樹脂也被擴展成預浸材料,使得模壓成型以1~2min的潛在循環(huán)時間而極具吸引力。
針對示范件的外殼,評估了4種單向預浸料。利用Broetje-Automation公司(德國Rastede)的STAXX帶材鋪放單元,這些材料被轉(zhuǎn)變成凈形狀的二維訂制坯料。

在被放入OPTO-Light成型單元之前,采用自動化的預成型設備,如Broetje-Automation公司的STAXX帶材鋪放單元,將預浸絲束和預浸帶轉(zhuǎn)變成凈形狀的二維訂制坯料(圖片來自亞琛工業(yè)大學AZL)

然后對訂制坯料進行預成型,以為鋪放到OPTO-Light成型單元中作好準備(圖片來自亞琛工業(yè)大學AZL)
之后,采用朗盛(德國科?。┑?0%短玻纖增強聚酰胺6(GF/PA6)Durethan BKV 30 H2.0 901510材料,對成型好的CFRP殼體進行二次成型。
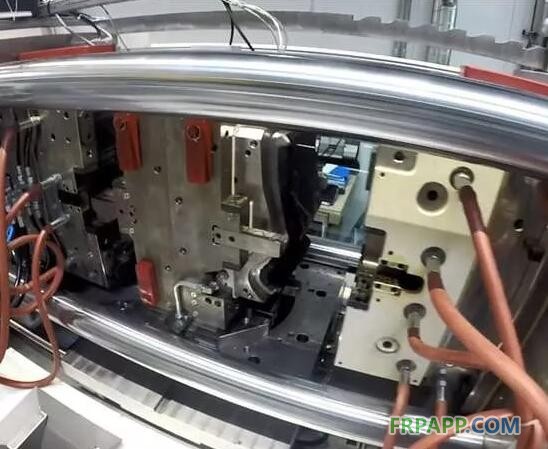
一臺克勞斯瑪菲的CXW-200-380/180 SpinForm注塑機被選作OPTO-Light制造單元的基礎設備并被安裝在AZL。該機采用專門開發(fā)的水平轉(zhuǎn)模板技術(shù),使得多組分注塑成型得以實現(xiàn)。
安裝在水平轉(zhuǎn)模板上的模具擁有兩個不同的成型型腔,用于兩種不同的成型工藝,即環(huán)氧預浸料的模壓成型和熱塑性塑料的二次注射成型。
“以前沒有人發(fā)明過這樣的模具。”Schares介紹說。
寶馬和克勞斯瑪菲花費了數(shù)周時間,最終落實了兩項工藝的所有要求,包括:基于不同溫區(qū)的公差、轉(zhuǎn)動精度和對熱固性樹脂的密封,以及注塑成型模具的標準細節(jié)。

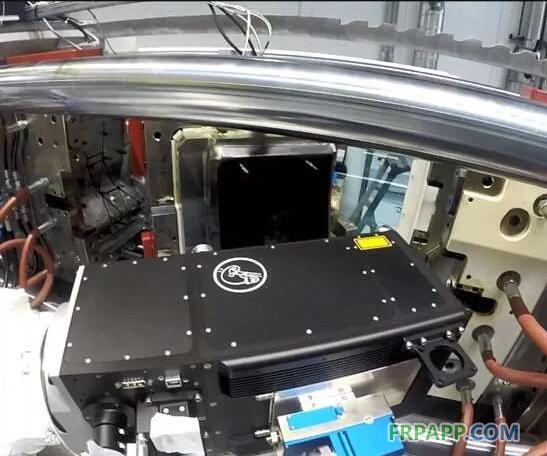
步驟一:將碳纖維/環(huán)氧預浸帶預成型件放入OPTO-Light成型單元中
步驟二:預成型件在水平預浸料的模壓成型中被固化成一個CFRP的殼體
步驟三:固化的殼體在水平轉(zhuǎn)模板上旋轉(zhuǎn),多功能激光掃描儀實施部件參照

步驟四:在為二次成型作準備時,激光燒蝕去除最上面10µm厚的環(huán)氧樹脂層

步驟五:預處理的殼體在水平轉(zhuǎn)模板上旋轉(zhuǎn),以采用短玻纖增強PA6配混料對其進行背部注射成型

步驟六:最終的部件特征是,沿激光預處理的路徑進行精確的二次成型
激光燒蝕和部件參照
由模壓成型工藝生產(chǎn)的環(huán)氧CFRP殼體必須在熱塑性二次成型前得到預處理,以確保在不同的材料之間實現(xiàn)足夠的連接強度。
與機械或化學預處理相比,激光燒蝕提供了環(huán)境友好的一步法工藝,能實現(xiàn)精確的燒蝕深度和路徑,非常適合沿三維表面將肋連接到部件上。
這種燒蝕方法需要局部去除最上面的10µm厚的環(huán)氧樹脂層來露出碳纖維。這清潔了表面并產(chǎn)生了微結(jié)構(gòu),從而允許二次成型的配混料能夠潤濕和滲透暴露的纖維。
多功能激光掃描儀以納秒脈沖發(fā)射波長為1.064nm的激光束。
“你需要高強度,脈沖能最有效地實現(xiàn)這一點。”Schares解釋道,“我們嘗試了連續(xù)波激光,但它卻將過多的熱應力引入到連接區(qū)下方的復合材料層壓板中,從而降低了纖維-環(huán)氧樹脂之間的粘接性。所以,尋找一種適合工藝的束源,以便在工業(yè)環(huán)境中用于遠程加工,這并不容易。”
由于二次成型的肋必須匹配到預處理的區(qū)域,因此要求這種燒蝕工藝具有高定位精度。
二次成型的玻璃纖維PA6復合材料的后續(xù)放置,則由模具工裝嚴格定義。這樣,一種必要的部件參照方法就被AZL開發(fā)出來。
“預處理的形狀與二次成型配混料之間的偏移應小于300µm。因此,激光掃描場中心點(工具中心點)的精度必須處在相對于基準點150µm的范圍內(nèi)。這一點得到了實現(xiàn),而且激光預處理的周期不到2min。
“非常重要的是,弗勞恩霍夫生產(chǎn)技術(shù)研究所(簡稱“IPT”)為機器人和激光束的路徑產(chǎn)生所作的前期開發(fā)工作,這不是小事。”Schares表示。
該系統(tǒng)的確證明了其能力——試驗結(jié)果表明,二次成型的GF/PA6與環(huán)氧CFRP基材之間的剪切強度是27MPa。










 魯ICP備2021047099號
魯ICP備2021047099號